

Gewindefurcher
Spanlos. Leistungsstark. Prozesssicher.
Gewindefurchen besticht als ein sauberes, da spanfreies Bearbeitungsverfahren. Die Umformwerkzeuge nutzen die Fließfähigkeit des bearbeiteten Werkstoffs um das Innengewinde zu furchen.
Mit den Gewindefurchern unserer DURAMAX-Familie bieten wir Ihnen ein umfangreiches und leistungsstarkes Katalogsortiment von M1 bis M48 sowie zusätzlich ein Standardprogramm bis M64x6. Dank innovativer Werkzeuggeometrien können wir auch Steigungen von 6 mm realisieren, wie eben den M64x6.
Alle DURAMAX-Typen sind sowohl für die Durchgangs- als auch Sacklochbearbeitung bis 3xD bestens geeignet. Durch das spanlose Gewindefertigungsverfahren ist eine hohe Prozesssicherheit auch bei großen Gewindetiefen gewährleistet.
Unsere Typen

DURAMAX H
Der Gewindefurcher für die Bearbeitung von hochfesten Werkstoffen.
- TIN-, TICN- oder BT-beschichtet
- mit oder ohne Ölnuten
- ohne Kühlung, mit axialem (KA) oder radialem (KR) Kühlmittelaustritt
- aus HSSE-PM oder VHM

DURAMAX GAL
Der Gewindefurcher für die Bearbeitung von Aluminiumgusslegierungen.
- HL- oder BT-beschichtet
- mit Ölnuten
- mit axialem Kühlmittelaustritt (KA), für Minimalmengenschmierung axial (MKA) oder radial (MKR)
- mit normaler Ölnut oder Fächernut
- aus HSSE-PM oder VHM

DURAMAX N
Der Gewindefurcher für die Bearbeitung von normalen Werkstoffen.
- blank oder TIN-beschichtet
- mit oder ohne Ölnut
- aus HSSE-PM

DURAMAX NB
Der Gewindefurcher für die Blechbearbeitung mit passender Maschinenanbindung für Trumpf, Amada und weitere Hersteller.
- TIN-beschichtet
- mit Ölnuten
- aus HSSE-PM
Vollhartmetall-Werkzeuge im Standard
Bereits im Katalog bieten wir Gewindefurcher und Gewindebohrer in Vollhartmetall (VHM):
- DURAMAX H KR TICN VHM, für hohe Schnittgeschwindigkeiten und Standzeiten beim Gewindefurchen in hochfesten Werkstoffen.
- DURAMAX GAL KA HL VHM, für hohe Schnittgeschwindigkeiten und Standzeiten beim Gewindefurchen in Aluminiumlegierungen.
- VARIO GG KA TICN VHM, für hohe Schnittgeschwindigkeiten und Standzeiten beim Gewindebohren in Gusswerkstoffen.
- VARIO SH TICN SR VHM, für das prozesssichere Gewindebohren in Werkstoffen bis 63 HRC.
- AVANT GAL15 KA TICN VHM, für hohe Schnittgeschwindigkeiten und Standzeiten beim Gewindebohren in Aluminiumlegierungen.
Vorteile des Gewindefurchens
- nur ein Werkzeug für eine Vielzahl an Werkstoffen
- präzise Toleranz und exaktes Gewindeprofil
- höhere Standzeiten
- keine Spanprobleme
- hohe Prozesssicherheit auch bei großen Gewindetiefen
- nur ein Werkzeug für Durchgangs- und Sackloch
- höhere Gewindefestigkeit
- höhere Schnittgeschwindigkeit möglich
- kein axiales Verschneiden (Vorweite) der Gewinde
- hohe Oberflächenqualität
Ob Gewindefurcher, Gewindeformer, Gewindedrücker oder Innengewinderoller – hinter allen Bezeichnungen verbirgt sich das gleiche Werkzeug zur spanlosen Innengewindeherstellung. Wir halten uns dabei an den Normbegriff aus der DIN 2175, den "technischen Lieferbedingungen für Gewindefurcher aus Schnellarbeitsstahl".
Die patentierte Fächernut.
Beim Gewindefurchen, insbesondere unter Minimalmengenschmierung (MMS), lösen sich während der Bearbeitung aus den Fließkrallen des Gewindes kleine Materialpartikel. Diese verschmutzen Werkzeug wie auch Bauteil. In Folge sinkt die Standzeit des Gewindefurchers und eine Bauteilreinigung wird erforderlich.
In umfangreichen Entwicklungsarbeiten und Testreihen entwickelten wir mit der Fächernut eine neuartige, patentierte Nutform. Durch deren spezielle Geometrie entledigt sich das Werkzeug bereits bei der Bearbeitung der Verschmutzungen. Werkzeug und Bauteil kommen fortan „sauber“ aus dem Fertigungsprozess. Die Standzeit des Gewindewerkzeugs wird gegenüber einer herkömmlichen Nutform um bis zu 30 % gesteigert.
Sondergewinde
Unsere Gewindefurcher zählen weltweit zu den leistungsstärksten Produkten in der Innengewindebearbeitung. Darauf sind wir stolz. In den letzten Jahrzehnten und auch in Zukunft wollen wir Innovationstreiber in diesem Marktsegment bleiben. Ein Symbol hierfür sind die rund 40 Gewindearten, welche unsere Kunden erfolgreich gefurcht haben, darunter Rundgewinde, Trapezgewinde und Sägengewinde.
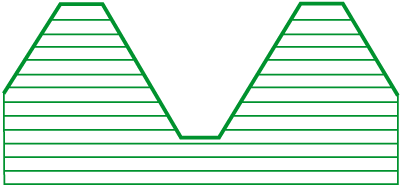
Gewinde-Vorbohrdurchmesser
Die Größe der Vorbohrung bestimmt den Ausformgrad (Fließkralle) und somit den Kerndurchmesser am Innengewinde. Die im Katalog empfohlenen Bohrlochdurchmesser sind nur Richtwerte. Durch Versuche sind die geeignetsten Vorbohrdurchmesser zu ermitteln.
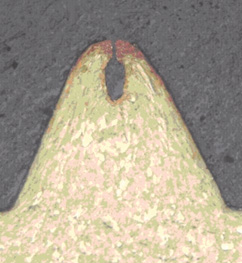
zu klein gebohrt
- Gewinde ist überformt
- Drehmoment zu hoch
- Gefahr von Werkzeugbruch
- Kerndurchmesser zu klein
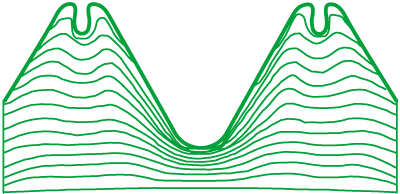
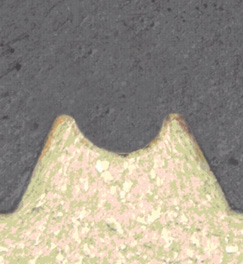
korrekt gebohrt
- Ausformgrad optimal
- Kerndurchmessertoleranz 7H nach DIN 13 Teil 50
- Gewinde ist lehrenhaltig
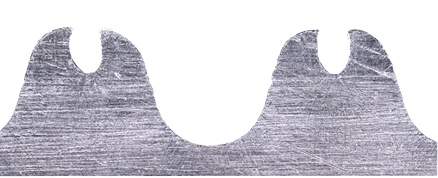
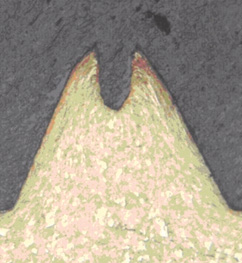
zu groß gebohrt
- Ausformgrad zu gering
- Kerndurchmesser zu groß
- Folge: zu geringe Ausreißfestigkeit
Gut zu wissen
Das BASS-Katalogprogramm verfügt über Gewindefurcher:
- in allen gängigen Gewindearten
- ohne Ölnuten – z.B. für die Bearbeitung dünnwandiger Bauteile
- mit Ölnuten
- mit Fächernut
- mit axialer oder radialer Kühlmittelzufuhr
- mit kurzen Anschnitten (Form E)
- mit Aufmaßen (6GX, 7GX)
- mit engen Toleranzen wie 4HX
- mit Überlänge
- mit innovativen Beschichtungen
- für den Einsatz mit HST SYNCHRO-Gewindeschneidfuttern
- für die MMS-Bearbeitung mit entsprechender Schaftanbindung (Innenkegel oder Außenkegel)
Sonderlösungen
Auf Anfrage bieten wir Ihnen innovative Sonderlösungen für Ihren Bearbeitungsfall.
Downloads

Gewindefurcher zur spanlosen Herstellung von Innengewinden.

Gewindefurchen mit der Fächernut - eine saubere Sache

Leistungsstarke Gewindewerkzeuge für ein breites Einsatzspektrum.

Gewindewerkzeuge für die Befestigungsteile-Industrie