
Chipless. High-performing. Process reliable.
Roll tapping stands out as a clean and therefore chipless manufacturing process. As forming tools, they use the processed material’s flowing properties to form the internal thread.
With the roll taps of our DURAMAX-family, we offer you a comprehensive and high-performing catalog assortment ranging from M1 to M48 as well as an additional standard program with dimensions up to M64x6. Due to innovative tool geometries, we can also realize pitches of 6 mm, such like the M64x6.
Each of our DURAMAX-types is perfectly suitable for the machining of both through and blind holes up to 3xd. The chipless thread forming process ensures a high process reliability even for large thread depths.




Solid carbide tools as a standard
Already in our catalog we offer roll taps and cutting taps in solid carbide (VHM):
- DURAMAX H KR TICN VHM, for high cutting speed and a long tool life at roll forming in high resistant materials.
- DURAMAX GAL KA HL VHM, for high cutting speed and a long tool life at roll forming in alloyed aluminium.
- VARIO GG KA TICN VHM, for high cutting speed and a long tool life at tapping in cast materials.
- VARIO SH TICN SR VHM, for process-reliable tapping in materials up to 63 HRC.
- AVANT GAL15 KA TICN VHM, for high cutting speed and a long tool life at tapping in alloyed aluminium.
Advantages of roll tapping
- only one tool for a variety of materials
- exact tolerance and thread profile
- higher tool life
- elimination of chip problems
- high process reliability also for large thread depths
- only one tool for the machining of through holes and blind holes
- increased strength against thread wear
- higher cutting speed possible
- no threads with axial miscut
- better surface quality/profile finish
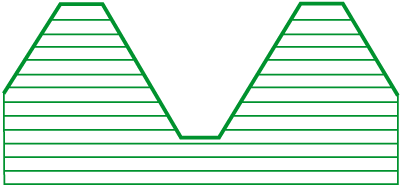
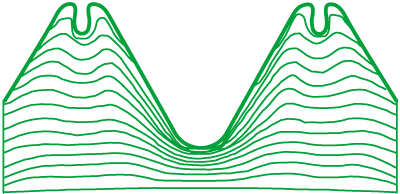
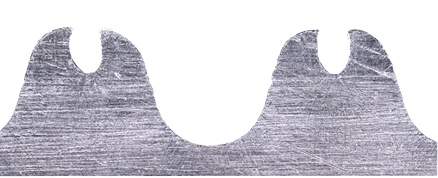
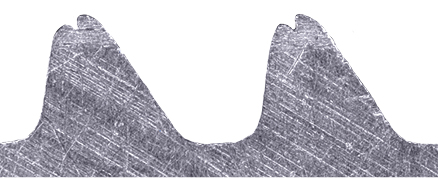
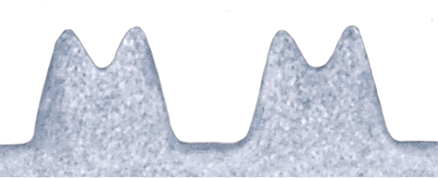
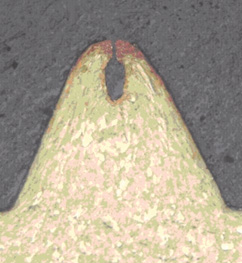
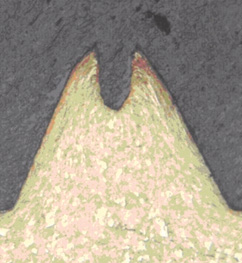
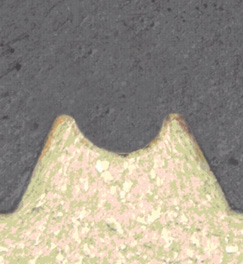
During the thread forming process, especially with minimum quantity lubrication (MQL), small material particles are moving out of the ridge of the furrow. These particles contaminate both the tool and the part. As a result, tool life decreases, making necessary a subsequent component cleaning.
Through intensive engineering work and series of testing, we have developed a groove form that is revolutionary and patented – the multi-groove. Its special geometry removes contaminants already during the manufacturing process. Both tool and part henceforth come out clean. The tool life of the threading tool, compared to a traditional groove form, can be increased by up to 30 %.
Visit our Youtube channel for the French and Italian version of the video.
Special threads
Our roll taps belong to the most powerful products for internal thread machining worldwide. This makes us proud. In the last decades and also in the future we want to be an innovation driver in this market segment. A symbol for this are the approximately 40 thread types that our customers have successfully roll formed, including round, trapezoidal and buttress threads.
- in all standard thread types
- without oil grooves – e.g. for the machining of thin-walled components
- with oil grooves
- with multi-groove
- with internal coolant KA (axial) or KR (radial)
- with short chamfer (form E)
- with oversizes (6GX, 7GX)
- with narrow tolerances like 4HX
- with extended shank
- with innovative coatings
- for use with HST SYNCHRO tap holders
- for MQL (minimum quantity lubrication) with corresponding shank connection (internal or external cone)
Special solutions
We will be pleased to develop the solution for your individual application. Please contact us!


