

LEISTUNGSSTARKE SCHICHT
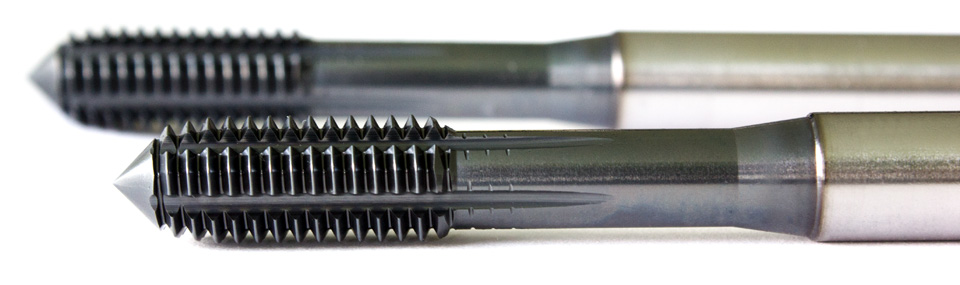
Die BT-Beschichtung für Gewindewerkzeuge.
Als erster Hersteller weltweit läutete BASS 2014 mit BT eine neue Generation an Beschichtungen ein. Speziell für die Gewindeherstellung entwickelt punktet die BT-Schicht aus dem Stand mit Leistungssteigerungen um bis zu 100 %.
Die AlCrN-basierte BT-Schicht weist ein breit gefächertes Einsatzspektrum auf (s. unten). Die mittels eines innovativen Verfahrens aufgebrachte Beschichtung hat dabei besondere Schichteigenschaften. So reduziert die hohe Schichthaftung die Wahrscheinlichkeit einer Schichtabplatzung. Zudem verringert die extreme Schichtglätte die Reibung und damit die thermische Belastung am Polygon.
Da die BT-Schicht speziell für Gewindewerkzeuge entwickelt wurde, hat sie jedoch auch schon von Haus aus eine besonders hohe thermische Beständigkeit. Gemeinsam mit der hohen Schichthärte erzielt BT somit deutlich längere Standzeiten und höhere Schnittgeschwindigkeiten vergleichen mit titanbasierten Schichten wie TIN oder TICN - und dies in einem breiteren Werkstoffspektrum.
Der Einsatz der BT-Schicht ist sowohl auf HSSE-PM als auch auf VHM-Werkzeugen möglich. Sie kommt sowohl in der Nassbearbeitung als auch beim Einsatz einer Minimalmengenschmierung (MMS) zum Einsatz.
Einsatzgebiete
- Stähle
- rostfreie Stähle
- Werkzeugstähle
- Vergütungsstähle
- Gusswerkstoffe
- Kupfer
- langspanende Kupferlegierungen
- Aluminium
- Aluminiumlegierungen
- abrasive Werkstoffe
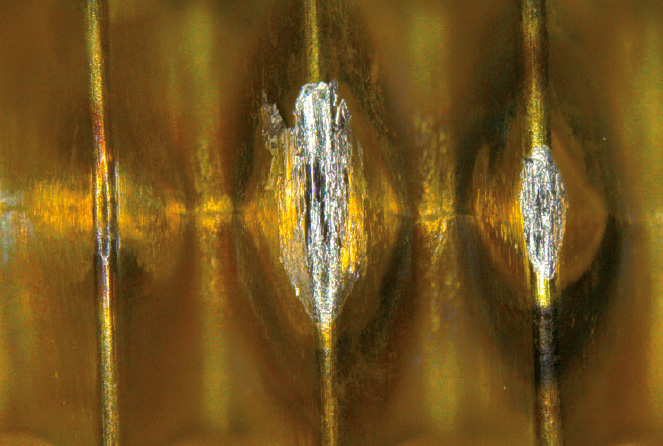
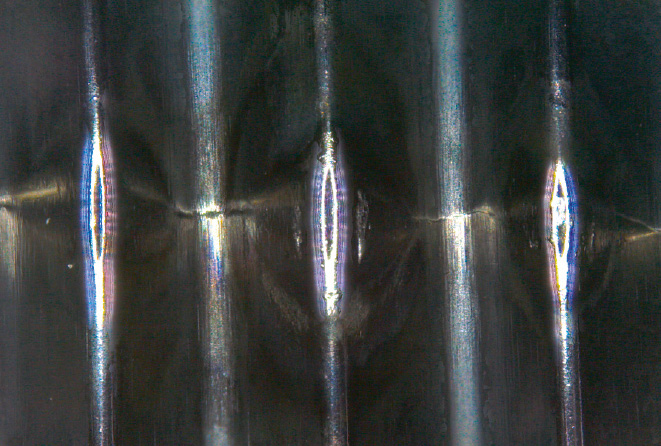
Aufnahmen nach 1.000 Gewinden
Bereits nach 1.080 Gewinden hat das TIN-Werkzeug sein Standzeitende erreicht und weist einen deutlichen Verschleiß auf. An den Polygonspitzen ist keine Beschichtung mehr vorhanden.
Zum gleichen Zeitpunkt zeigt das BT-Werkzeug nur geringen Verschleiß und ermöglicht die prozesssichere Herstellung weiterer 1.000 Gewinde.
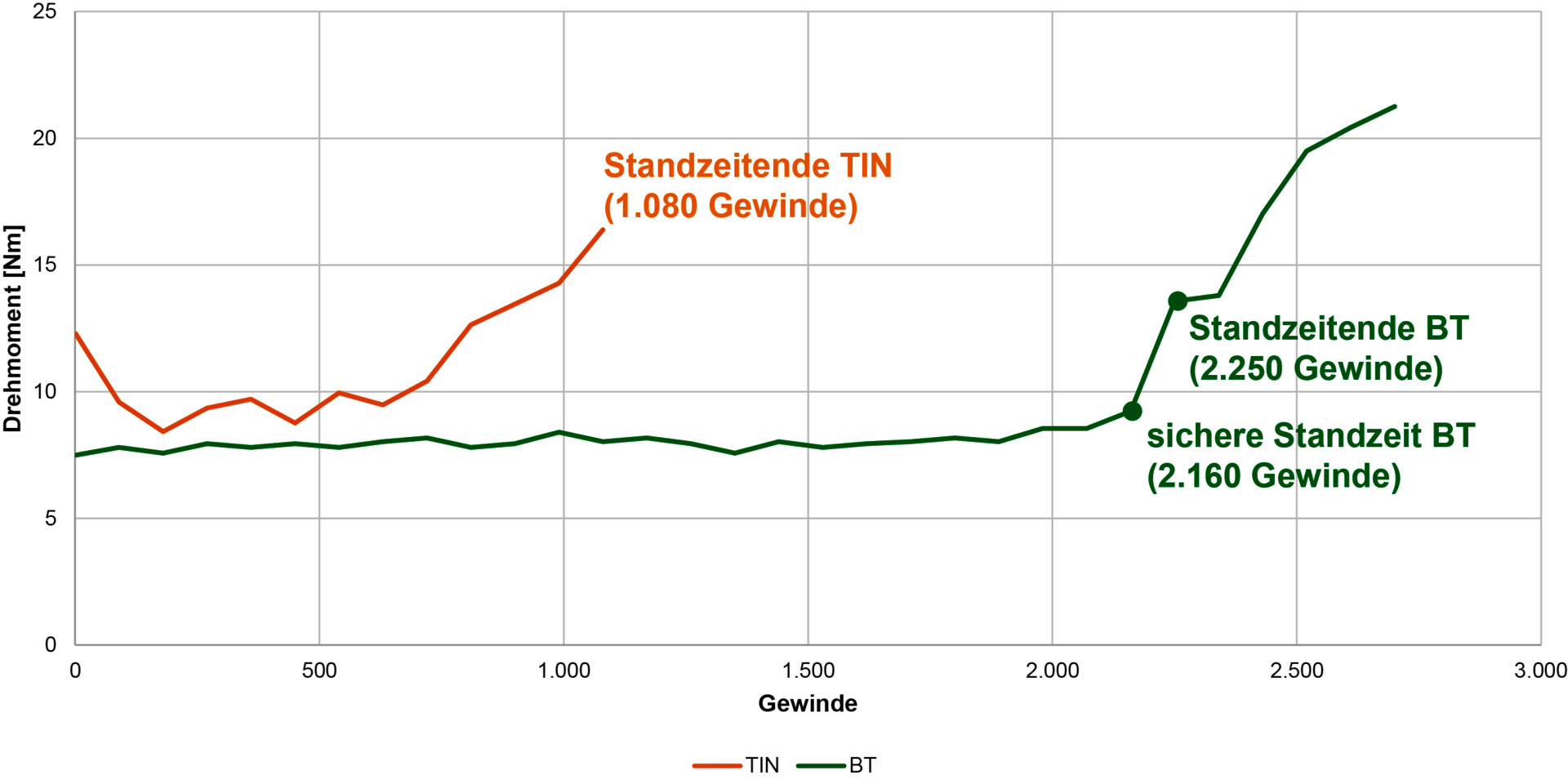
Der Verlauf der Drehmomente zeigt die Überlegenheit der BT-Schicht gegenüber TIN. Ist das Einlaufverhalten bei BT ruhig und stabil, so muss sich es bei TIN erst stabilisieren. Auch danach läuft BT aufgrund der Schichteigenschaften sehr lange auf einem gleichmäßig niedrigen Drehmomentniveau.
Bereits nach 600 Gewinden tritt beim TIN-beschichteten Werkzeug mit Anstieg des Drehmoments Verschleiß auf. Das identische Werkzeug mit BT-Schicht läuft über 2.000 Gewinde ruhig und prozesssicher. Selbst nach starkem Anstieg des Drehmoments sind noch mehrere hundert lehrendhaltige Gewinde möglich.
- Werkzeug: DURAMAX H
- Abmessung: M8
- Werkstoff: 40CrMnMoS8-6
- Werkstoffnummer: 1.2312
- Zugfestigkeit: 1.000 N/mm2
- Schnittgeschwindigkeit vc: 15 m/min
- Bohrtiefe: 17,5 mm
- Gewindetiefe: 12,5 mm
Schichteigenschaften
Die sehr gute Schichtglätte verringert die Anklebeneigung.
Die gleichmäßige Schichtdicke an Profilkanten und -ecken führt zu einer erhöhten Verschleißfestigkeit.
Die hohe Dichte und Härte der BT-Beschichtung erhöhen die Verschleißfestigkeit und thermische Belastbarkeit.
Prospekte

Gewindefurcher zur spanlosen Herstellung von Innengewinden
Download: de
Download: en
Download: fr
Download: it
Download: cn

Gewindefurchen mit der Fächernut - eine saubere Sache

Unsere leistungsstärksten Gewindewerkzeuge.