
Senza trucioli. Performanti. Processi affidabili.
Il maschio a rullare si distingue come un processo di produzione pulito e quindi privo di trucioli. In quanto utensili di rullatura, utilizzano le proprietà di scorrimento del materiale lavorato per formare la filettatura interna.
Con i maschi a rullare della nostra famiglia DURAMAX, vi offriamo una gamma di cataloghi completa e ad alte prestazioni che va da M1 a M48, oltre a un programma standard aggiuntivo con dimensioni fino a M64x6. Grazie alle innovative geometrie degli utensili, possiamo produrre anche il passo 6 mm, come l'M64x6.
Tutti i DURAMAX sono adatti alla lavorazione di fori passanti e ciechi fino a 3xd. Il processo di rullatura del filetto senza trucioli garantisce un'elevata affidabilità anche a grandi profondità di filettatura.

DURAMAX H
Il maschio a rullare per la lavorazione di materiali ad alta resistenza e inox.
- disponibile con Rivestimento TIN, BT e BX
- con o senza scanalature per olio
- senza liquido di raffreddamento interno, con liquido di raffreddamento assiale (KA) o radiale (KR)
- realizzato in acciaio sinterizzato (HSSE-PM) o matallo duro (VHM)

DURAMAX GAL
Il maschio a rullare per la lavorazione dell'alluminio fuso, acciai ad alta resistenza e inox.
- rivestimento BT
- con canalini di lubrificazione
- con refrigerazione interna assiale (KA), per lubrificazione MQL assiale (MKA) o radiale (MKR)
- con scanalatura standard o multi-grooves
- realizzato in acciaio sinterizzato (HSSE-PM) o matallo duro (VHM)


Utensili in metallo duro come standard
Già nel nostro catalogo offriamo maschi a rullare e a taglio in metallo duro (VHM):
- DURAMAX H KR TICN VHM, per alta velocità di taglio e lunga durata dell'utensile durante la rullatura di materiali ad alta resistenza.
- DURAMAX GAL KA HL VHM, per alta velocità di taglio e lunga durata dell'utensile durante la rullatura di fusioni di alluminio.
- VARIO GG KA TICN VHM, per alta velocità di taglio e lunga durata dell'utensile per la lavorazione di ghise.
- VARIO SH TICN SR VHM, per la lavorazione di materiali fino a 63 HRC.
- AVANT GAL15 KA TICN VHM, per alta velocità di taglio e lunga durata dell'utensile su fusioni di alluminio.
Vantaggi della maschiatura a rullare
- un solo utensile per una vasta gamma di materiali
- tolleranza e profilo del filetto esatti
- maggiore durata degli utensili
- eliminazione dei problemi legati al truciolo
- elevata affidabilità di processo anche per filettature profonde
- un solo utensile per la lavorazione di fori passanti e fori ciechi
- maggiore resistenza all'usura
- velocità di taglio più elevata e stabilità di processo
- nessuna filettatura fuori tolleranza per errato taglio assiale
- migliore qualità della superficie/finitura del profilo
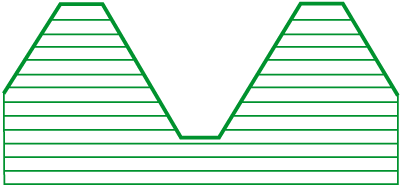
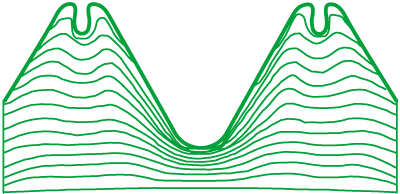
- fibre interrotte con il maschio a taglio
- fibre continue con maschio a rullare
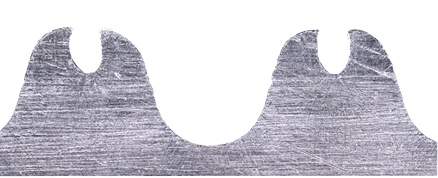
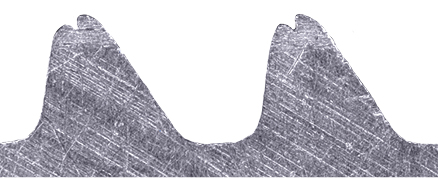
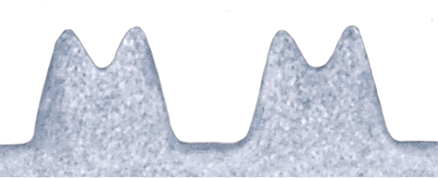
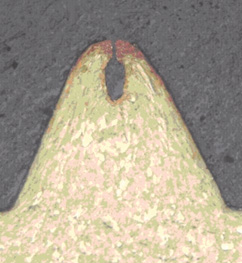
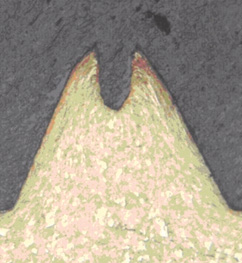
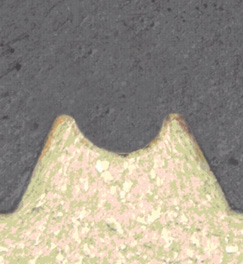
Durante il processo di formazione del filetto, specialmente con la lubrificazione minimale (MQL), piccole particelle di materiale si staccano dalla cresta. Queste particelle contaminano sia lo strumento che il pezzo. Di conseguenza, la vita utile dell'utensile diminuisce, rendendo necessaria una successiva pulizia dei componenti.
Attraverso un intenso lavoro ingegneristico e una serie di test, abbiamo sviluppato una forma del ca rivoluzionaria e brevettata – la multi-groove. La sua geometria speciale rimuove le particelle già durante il processo di produzione. Sia l’utensile che il pezzo d'ora in poi saranno puliti. La durata dell'utensile per filettatura, rispetto a una forma a scanalatura tradizionale, può essere aumentata fino al 30%.
Visita il nostro canale Youtube per vedere Francese and Italiano il video.
Filetti speciali
Negli ultimi decenni i nostri maschi a rullare si sono dimostrati tra i più evoluti del settore. Questo ci rende orgogliosi. Anche in futuro vogliamo continuare ad essere un punto di riferimento per l’innovazione di questo segmento di mercato. Un esempio sono le circa 40 tipologie di filettature che i nostri clienti sono riusciti a rullare, inclusi filetti tondi, trapezoidali e a dente di sega.
Diametro del pre-foro
La dimensione del diametro del foro di preparazione determina l'entità della deformazione del materiale e quindi il diametro minore della filettatura interna. I diametri dei fori di perforazione nel nostro catalogo sono indicativi. Consigliamo di selezionare il diametro della punta più adatta tramite ulteriori test.
- in tutte le tipologie standard di filettatura
- senza scanalature per l’olio – ad esempio per la lavorazione di spessori ridotti
- con scanalature per l’olio
- con multi-groove
- con passaggio del lubro-refrigerante interno KA (assiale) o KR (radiale)
- con imbocco corto (forma E)
- con maggiorazione (6GX, 7GX)
- con tolleranze ristrette come 4HX
- con gambo lungo
- con rivestimenti innovativi
- per l'uso con porta-utensili HST SYNCHRO
- per MQL (quantità minimale di lubrificazione) con relativa connessione al gambo (cono interno o esterno)
Soluzioni speciali
Saremo lieti di sviluppare la soluzione adatta alla tua applicazione. Per favore contattaci!


